При проектировании и заказе деталей из листового металла часто возникает вопрос: как точно определить длину заготовки до гибки? Ответ кроется в коэффициенте средней линии (K-факторе). Это величина, которая позволяет рассчитать развертку — плоскую заготовку, из которой после гибки получится готовая деталь с заданными размерами.
Коротко: K-фактор — это отношение расстояния от внутренней поверхности сгиба до нейтрального слоя к толщине листа. Используется для вычисления длины дуги нейтральной линии, которая не меняется при изгибе. Без правильного расчета развертки готовое изделие может не совпасть с чертежом.
Что такое нейтральная линия и K-фактор
При гибке металла внешние слои материала растягиваются, а внутренние — сжимаются. Между этими зонами существует слой, который не испытывает ни сжатия, ни растяжения. Он называется нейтральной линией. Длина этой линии остается неизменной после гибки, поэтому именно по ней рассчитывают развертку.
K-фактор (коэффициент средней линии) — это безразмерная величина от 0 до 1, показывающая положение нейтральной линии относительно внутренней поверхности изгиба. Например, если K-фактор равен 0,3, значит нейтральная линия находится на расстоянии 30% от толщины листа, считая от внутренней стороны.
Как рассчитать развертку: формула и пример
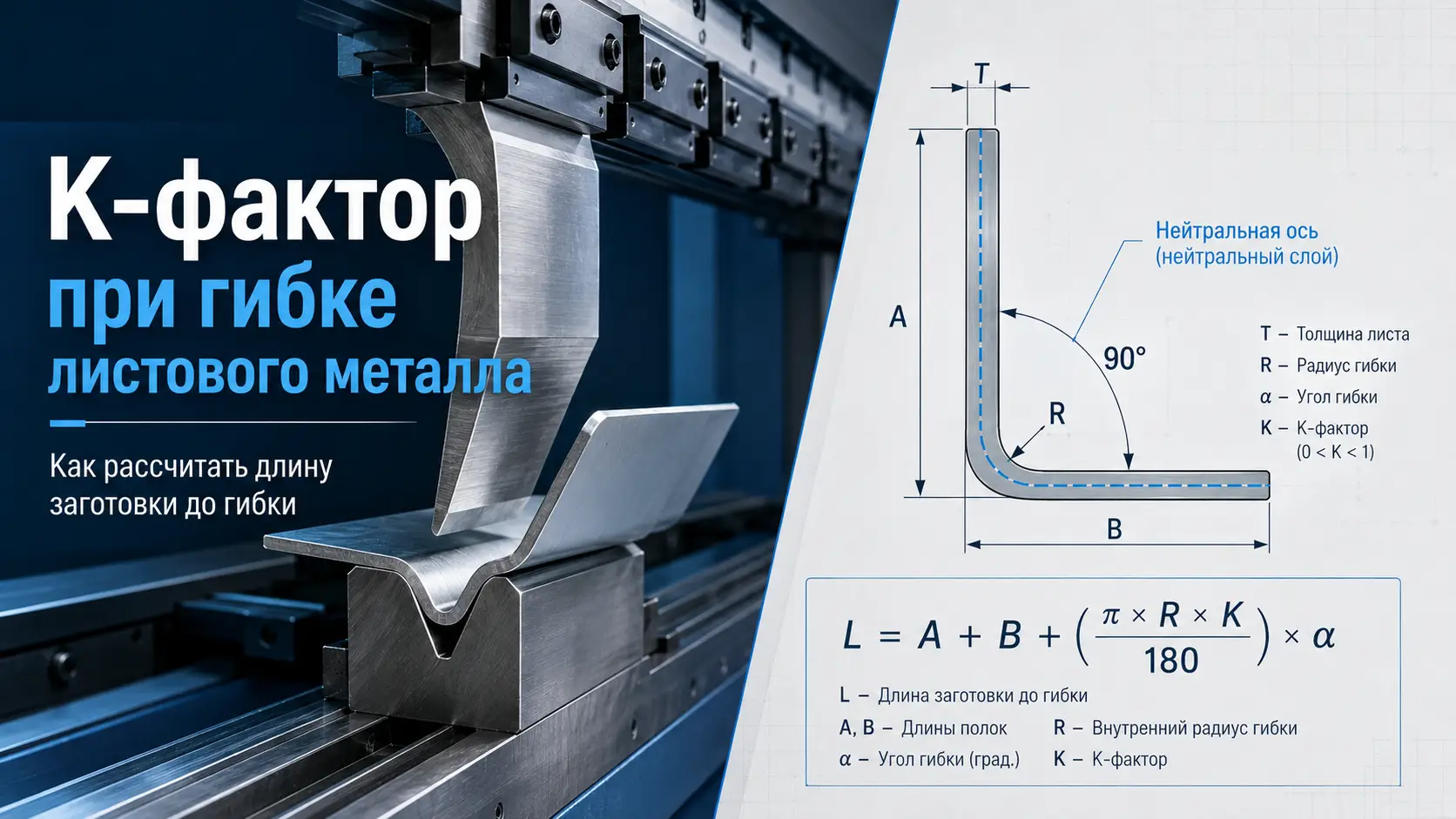
Для расчета длины развертки используется следующая формула:
L = A + B + (π × R × K) / 180 × α
Где:
- L — общая длина развертки (плоской заготовки), мм;
- A и B — длины прямых участков детали, мм;
- R — внутренний радиус гиба, мм;
- K — K-фактор (коэффициент средней линии);
- α — угол гиба в градусах.
Пример расчета: Допустим, вам нужно согнуть лист толщиной 2 мм под углом 90° с внутренним радиусом 2 мм. Длины прямых участков: A = 50 мм, B = 30 мм. K-фактор для стали примем равным 0,45.
Подставляем значения:
- L = 50 + 30 + (3,14 × 2 × 0,45) / 180 × 90
- L = 80 + (2,826) / 180 × 90
- L = 80 + 1,413
- L = 81,41 мм
Таким образом, длина заготовки должна составлять примерно 81,4 мм. Это значение может незначительно корректироваться в зависимости от конкретного оборудования и свойств материала.
Таблица типовых значений K-фактора для разных материалов
Точные значения K-фактора зависят от многих параметров, но для предварительных расчетов можно использовать ориентировочные данные:
| Материал | Толщина, мм | Внутренний радиус гиба, мм | Ориентировочный K-фактор |
|---|---|---|---|
| Сталь | 1,0 | 1,0 | 0,42 — 0,46 |
| Сталь | 2,0 | 2,0 | 0,44 — 0,48 |
| Нержавеющая сталь | 1,5 | 1,5 | 0,40 — 0,45 |
| Алюминий | 2,0 | 2,0 | 0,45 — 0,50 |
| Медь | 1,0 | 1,0 | 0,46 — 0,52 |
Примечание: значения приведены для ориентира. Для точных расчетов рекомендуется проводить тестовую гибку или обращаться к специалистам.
От чего зависит коэффициент средней линии
На величину K-фактора влияет несколько факторов:
- Тип материала. Мягкие пластичные металлы (алюминий, медь) имеют более высокий K-фактор, чем жесткие стали.
- Толщина листа. Чем толще материал, тем сильнее смещается нейтральная линия к внутренней поверхности.
- Радиус гиба. При малых радиусах (менее толщины листа) нейтральная линия смещается сильнее.
- Угол гиба. При углах более 90° K-фактор может изменяться.
- Оборудование. Разные гибочные станки могут давать небольшие отклонения.
На практике для получения точной развертки часто используют специализированное ПО (CAD/CAM-системы), которое автоматически учитывает K-фактор для конкретного материала и инструмента. Если у вас нет такой возможности, можно обратиться к производителю — например, в НПО Энергон инженеры помогут рассчитать развертку и подготовить деталь к гибке.
Часто задаваемые вопросы
Какой K-фактор использовать для стали толщиной 3 мм?
Для стали толщиной 3 мм при стандартном радиусе гиба (равном толщине) ориентировочный K-фактор составляет 0,45–0,49. Точное значение лучше уточнить по тестовому образцу.
Можно ли рассчитать развертку без K-фактора?
Да, существуют упрощенные эмпирические формулы, которые не требуют K-фактора. Однако они дают большую погрешность и подходят только для грубых прикидок. Для точного производства рекомендуется использовать расчет с K-фактором.
Что делать, если деталь после гибки не совпадает с чертежом?
Это говорит о том, что K-фактор был выбран неверно. Рекомендуется пересчитать развертку с другим значением или провести тестовую гибку образца. В производственных условиях гибка металла в Воронеже выполняется на станках с ЧПУ, которые позволяют корректировать программу по результатам пробной детали.
Где заказать гибку металла с точным расчетом развертки в Воронеже?
Вы можете обратиться в НПО Энергон в Воронеже. Наши инженеры помогут рассчитать развертку с учетом K-фактора, выполнят гибку металла до 10 мм на современном оборудовании с ЧПУ. Свяжитесь с нами по телефону +7 (903) 859-30-68 или напишите на zakaz@npo-energon.ru.
Помощь инженеров НПО Энергон
Расчет коэффициента средней линии — важный этап при подготовке к гибке металла. Если у вас нет времени или возможности самостоятельно выполнять расчеты, доверьте эту задачу профессионалам. НПО Энергон (г. Воронеж, ул. Дубровина 15А) предлагает полный цикл услуг по металлообработке, включая гибку металла, лазерную резку и разработку конструкторской документации.
Наши специалисты:
- Помогут подобрать оптимальный K-фактор для вашего материала;
- Рассчитают развертку любой сложности;
- Изготовят детали точно по чертежу.
Оставьте заявку через форму обратной связи или позвоните по телефону +7 (903) 859-30-68. Работаем с частными и корпоративными заказчиками в Воронеже и Воронежской области.