Краткий ответ: Качество сварочных работ напрямую зависит от правильной классификации типа соединения, выбора методики расчета режимов сварки и строгого контроля на всех этапах. В НПО Энергон (г. Воронеж) каждый заказ проходит через эти три стадии, что гарантирует прочность и долговечность металлоконструкций.
Что такое классификация сварочных работ
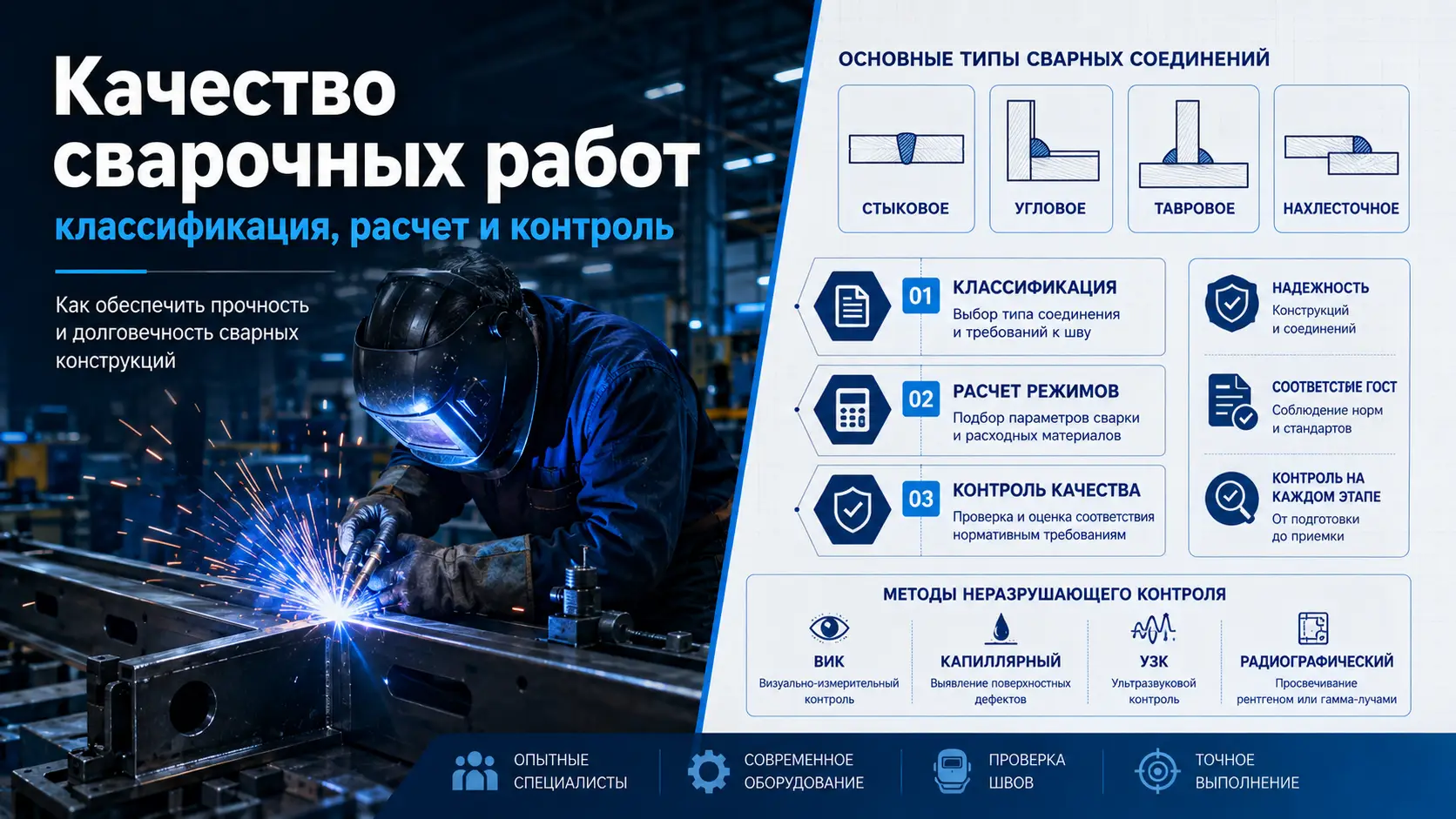
Классификация сварочных работ — это систематизация всех типов сварных соединений и швов по их положению в пространстве, конструктивным особенностям и назначению. Понимание этой классификации — первый шаг к обеспечению качества, так как каждый тип требует своей технологии и режима.
Основные критерии классификации:
- По положению шва в пространстве: нижнее, горизонтальное, вертикальное, потолочное. Нижнее положение — самое простое и производительное, потолочное — требует высокой квалификации сварщика.
- По типу соединения: стыковые, нахлесточные, тавровые, угловые. Каждый тип определяет методику расчета прочности.
- По протяженности: непрерывные и прерывистые (шпоночные).
- По способу сварки: ручная дуговая, полуавтоматическая (MIG/MAG), аргонодуговая (TIG), автоматическая под флюсом и другие.
В НПО Энергон классификация используется как основа для выбора оборудования и режимов. Например, для ответственных конструкций, где требуется высокая точность, применяется полуавтоматическая сварка в среде защитных газов, а для сложных пространственных швов — аргонодуговая.
Методика расчета сварочных работ
Методика расчета сварочных работ включает два ключевых аспекта: расчет режимов сварки (сила тока, напряжение, скорость) и расчет прочности шва. Оба этапа критически важны для итогового качества.
Расчет режимов сварки зависит от:
- Толщины и марки металла (например, для стали 3 мм и 20 мм режимы будут кардинально разными).
- Типа сварного соединения.
- Положения шва в пространстве.
- Выбранного сварочного материала (электрод, проволока, газ).
Расчет прочности проводится на основе нормативных документов (СНиП, ГОСТ). Инженеры определяют, выдержит ли шов заданные нагрузки — статические, динамические, вибрационные. Ошибка на этом этапе может привести к разрушению конструкции.
В сварочном цехе НПО Энергон все расчеты выполняются на этапе подготовки производства. Это позволяет минимизировать риск брака и сократить время на переделку.
Контроль качества выполнения сварочных работ
Контроль качества выполнения сварочных работ — это система мер, направленных на выявление дефектов на всех стадиях: от входного контроля материалов до приемки готового изделия. Качественный контроль — единственный способ гарантировать, что сварное соединение соответствует проектным требованиям.
Основные этапы контроля в НПО Энергон:
- Входной контроль: проверка сертификатов на металл и сварочные материалы, визуальный осмотр на наличие дефектов (расслоений, коррозии).
- Операционный контроль: проверка подготовки кромок, сборки под сварку, соблюдения режимов (сила тока, скорость).
- Приемочный контроль: проверка готового шва.
Методы неразрушающего контроля (НК)
Для оценки качества без повреждения изделия применяются следующие методы:
- Визуальный и измерительный контроль (ВИК): самый простой и обязательный метод. Позволяет выявить наружные дефекты — трещины, поры, подрезы, наплывы.
- Капиллярный контроль (цветная дефектоскопия): выявляет поверхностные трещины и поры, невидимые глазом.
- Ультразвуковой контроль (УЗК): обнаруживает внутренние дефекты — непровары, шлаковые включения, трещины в толще шва.
- Радиографический контроль (рентген): дает изображение внутренней структуры шва, позволяет точно определить характер и размер дефекта.
Сравнение методов контроля качества сварочных работ
| Метод контроля | Что выявляет | Преимущества | Ограничения |
|---|---|---|---|
| Визуальный (ВИК) | Наружные дефекты: трещины, поры, подрезы | Быстрота, низкая стоимость, не требует оборудования | Не видит внутренних дефектов |
| Капиллярный | Поверхностные микротрещины | Высокая чувствительность к мельчайшим дефектам | Только для поверхностных дефектов |
| Ультразвуковой (УЗК) | Внутренние дефекты: непровары, включения | Мобильность, безопасность, высокая точность | Требует квалифицированного оператора |
| Радиографический | Внутренние дефекты с визуализацией | Наглядность результата, документальное подтверждение | Высокая стоимость, требования безопасности |
Часто задаваемые вопросы
Что такое контроль качества выполнения сварочных работ?
Это комплекс мероприятий по проверке соответствия сварных соединений требованиям чертежей и нормативных документов. Включает визуальный осмотр, инструментальные методы (УЗК, рентген) и механические испытания.
Какие дефекты сварных швов считаются критическими?
К критическим дефектам относятся: трещины (любого размера и направления), непровары корня шва, подрезы глубиной более 0,5 мм, а также поры и шлаковые включения, превышающие допустимые нормы по ГОСТ.
Как часто нужно проводить контроль качества сварки?
Контроль должен быть непрерывным: входной (до начала работ), операционный (в процессе сварки) и приемочный (после завершения). Для серийных изделий обычно проверяют 100% швов визуально и выборочно — инструментальными методами.
Какие методы сварки обеспечивают наилучшее качество?
Полуавтоматическая сварка в среде защитных газов (MIG/MAG) и аргонодуговая сварка (TIG) обеспечивают стабильное качество шва. Выбор метода зависит от толщины металла, его марки и требований к прочности.
Обеспечение качества сварочных работ — это комплексная задача, требующая профессионального подхода на всех этапах: от классификации и расчета до контроля. В НПО Энергон в Воронеже мы используем отработанные методики и современное оборудование, чтобы каждый шов был надежным. Если вам нужна консультация или расчет стоимости сварочных работ — свяжитесь с нами.